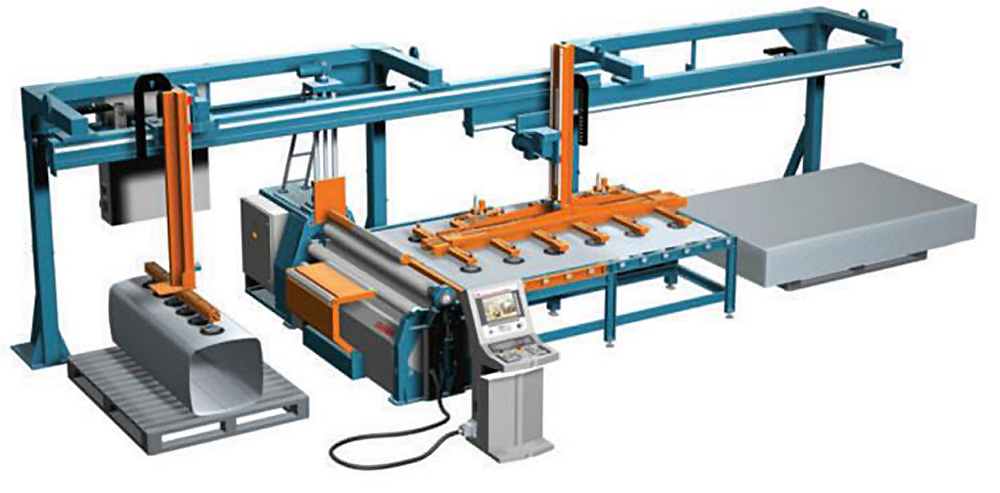
LNG全自动气瓶生产线 |
LNG全自动气瓶生产线设备的概述
1)自动化程度高,减少操作人员,降低管理成本; 2)焊接件焊缝平整、光滑,无焊接缺陷。设备整体美观, 占地合理,物流顺畅, 可以有效 地节省场地; 3)整套生产物流线匹配吻合,在提高产品质量的同时,提高生产效率; 4)改善生产环境,降低操作人员的劳动强度; 5)根据设备使用方要求,进行喷漆。与买方使用外观油漆色卡一致。焊接接缝位 置腻平, 无明显麻眼、小坑等. 6)设备结构坚固耐用,传动部件运行平滑,噪音小。 7)控制系统控制系统由总控制柜(西门子 PLC,触摸屏等电器元件)及手控装置 等组成;
PLC 控制应实现: 送料平台 CNC 卷板机 出料装置接料小车焊接 装置翻边机,系统手 /自一体化控制过程。整个流程运行顺畅,稳定可靠。 注:控制面板有手动、自动操作切换,并能显示各工位工作状态及报警功能。
1. 待卷板材堆垛料架
方式:驱动平台(由叉车或者行车将下料板堆放到垛料架上)
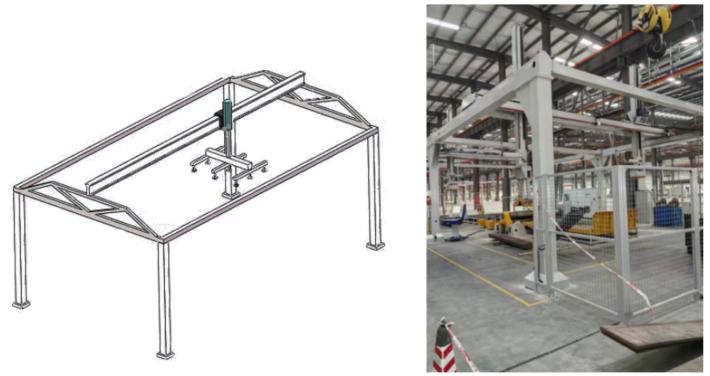
2. 吸盘搬运机械手系统
吸盘搬运机械手系统包括:吸盘抓取搬运机械手系统(卷板上料1组)电动送料平台,采用 PLC集成控制系统。 电磁吸盘系统运行原理: ① X轴组件----结合进口技术,选用优质钢材,采用精加工工艺,安装高精度导轨及精密齿条,以保证组件传动精度,利用优质伺服电机作为驱动,完成各位置点的精确定位。 ② Z轴组件----选用优质型材,配合高精度直线导轨、齿轮齿条及高性能伺服电机,完成机械手的高效率、高稳定性上下升降作业,并配于完善的润滑功能,保证客户的使用寿命。 ③X-Z移动组件----选用优质铝板或钢板,经过精密加工工艺。完美连接机械手的X轴与Z轴,保证其高速度、高精度、高平稳性的运动作业。 ④夹持组件----满足客户产品需求,合理设计最合理、便捷、高效的搬运夹具,方便客户更换维护等作业。 ⑤框架组件----选用优质型钢,通过完美的焊接工艺,以及完善的后处理工艺,保证机械手的基础稳定性。
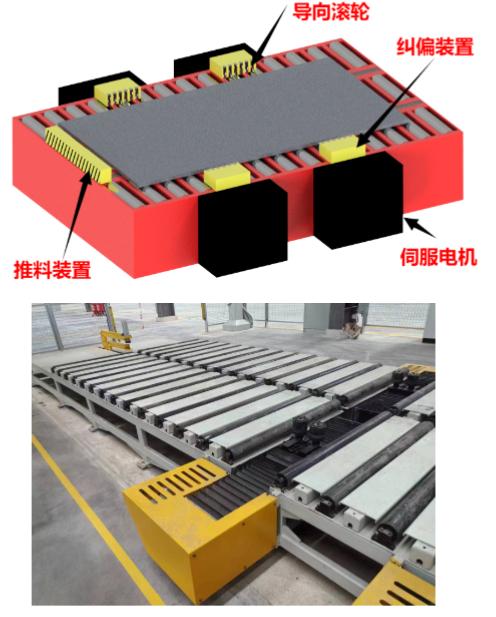
2. 卷板机电动送料平台
送料平台工作原理: 本送料平台主要是配合卷板机卷制操作而设置的。由真空吸盘将板料搬运到该送料平台上,由平台上的 2 套对料装置将板料居中校正,再由伺服电机减速机驱动链轮带动推料装置推动板料进入卷板机,全程由伺服电机控制精度。
数控全液压四辊卷板机(斜线)
主要优势特点简介 a、数控全液压四辊卷板机机型设计结构为直线导向系统,优点:力量作用到板料上,更小中心距,无扭力杆,大机架,辊子直径大,油缸更大; b、全部工作辊表面感应硬化淬火,表面研磨和抛光处理,防止划伤卷制的板材; c、液压:榆次油研电磁阀,合肥长源液压泵; d、电气:西门子; e、数控系统成熟稳定,操作界面通俗易上手。易操作的交互操作界面,无需数控编程和复杂的计算机语言技能,要求低技能工人也能方便和快速掌握加工技巧; f、具备客户数字化工厂管理,数控液压四辊卷板机系统留有 R232 接口或 R485 接口或工业以太网口(优先采用网络插槽,提供串口插槽),实时通讯网络接口,方便买受方的 MES 系统在该设备上读取生产数据; g、两个侧辊拥有双倍的夹紧功能(下辊和侧辊保持良好的电子平衡从而保证了高质量的产品); h、上辊液压马达带动行星减速机驱动,下辊是独立液压马达和减速机驱动;
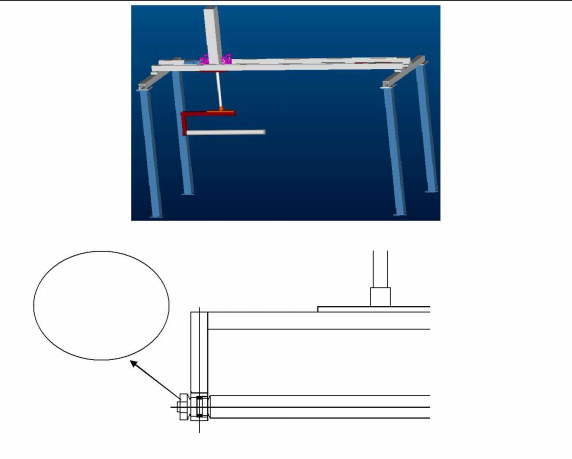
5. L型提升推送装置
L 型提升推送装置能够根据卷板工艺要求,主要实现: 1、为防止叠卷,自动将已卷好的3/4 筒体向上提起。 2、卷制完成后,将筒体自动运送到辊道线上,并且在工作过程中不能擦伤筒体内表面等手 /自一体化控制过程。提升推送装置与卷板机工作实现匹配,防止 L型提升推送装置与卷板机之间出现干涉等问题。 手/自一体卷板机筒体提升推送装置系统手/自一体 L 型提升推送装置系统需要完成以下工作内容:在卷 LNG 筒体时为防止叠卷,需将已卷好的 3/4 筒体向上拉起,同时为了出筒时不会擦伤棍子表面镀铬层也需将筒体稍稍提起,并将卷制好的筒体运送到辊道线上,要求不能划伤筒体内表面,并且对辊道线无冲击。
6. L型纵缝焊接
7.环缝焊接
|
Previous: W12-40x3000四辊卷板机 Next: W12-12x3200四辊卷板机(上托+侧托) return